
滕州市高地机床有限公司:相同价格产品质量更高,优势明显,本厂所有机床产品三包一年,终身维修。
滕州市高地机床有限公司:相同价格产品质量更高,优势明显,本厂所有机床产品三包一年,终身维修。

|
型 号
|
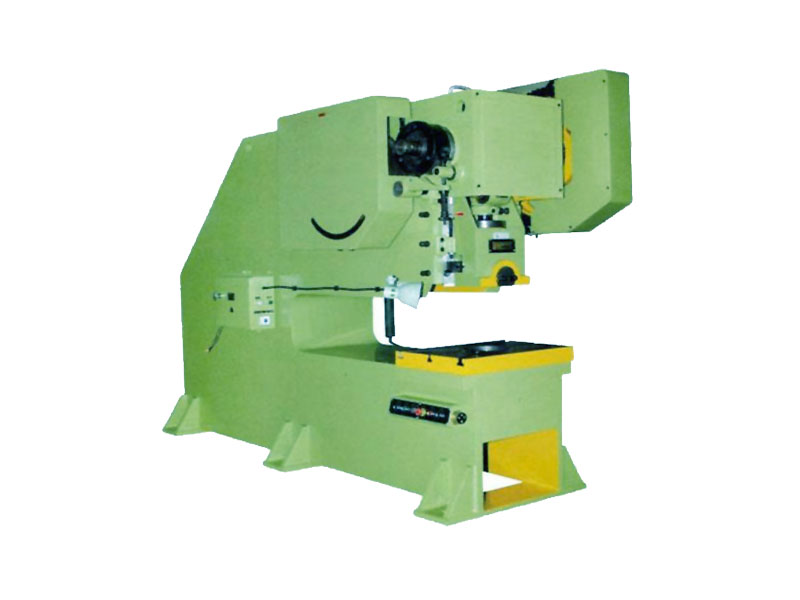
16T
|
25T
|
40T
|
63T
|
80T
|
||
|
公称力(KN)
|
160
|
250
|
400
|
630
|
800
|
||
|
滑块行程(mm)
|
60
|
70
|
100
|
110
|
120
|
||
|
滑块行程次数(次/分)
|
120
|
60
|
50
|
50
|
50
|
||
|
封闭高度(mm)
|
270
|
290
|
350
|
390
|
410
|
||
|
封闭高地调节量(mm)
|
40
|
50
|
60
|
60
|
60
|
||
|
滑块中心至机身距离(mm)
|
500
|
500
|
500
|
600
|
500
|
||
|
工作台尺寸(mm)
|
前后
|
280
|
320
|
400
|
450
|
490
|
|
|
左右
|
450
|
540
|
650
|
700
|
760
|
||
|
滑块上模柄孔尺寸
(mm)
|
直经
|
65
|
40
|
40
|
60
|
60
|
|
|
深度
|
50
|
50
|
60
|
60
|
60
|
||
|
机身两立柱间距离(mm)
|
200
|
240
|
300
|
350
|
360
|
||
|
垫板厚度(mm)
|
45
|
50
|
70
|
80
|
90
|
||
|
垫板孔直经(mm)
|
120
|
120
|
140
|
170
|
170
|
||
|
电动机功率(kw)
|
2.2
|
2.2
|
3
|
5.5
|
7.5
|
||
|
外形尺寸(mm)
|
长
|
1300
|
1500
|
1800
|
1950
|
2000
|
|
|
宽
|
1000
|
1000
|
1250
|
1300
|
1350
|
||
|
高
|
1470
|
1750
|
2200
|
2400
|
2500
|
||
|
总重量
|
kg
|
800
|
1300
|
3000
|
4000
|
4600
|
|

上一件产品:JS21-40T深喉冲床
下一件产品:JS21-80T深喉冲床
手机:18663251181
邮箱:1586779910@qq.com
QQ:1586779910
地址:山东省滕州市龙泉工业园区88号


